
Did you just get a new Silhouette Alta® 3D printer? Learn some quick tips on how to get the most from your Silhouette Alta® and what to do to get your prints looking just the way you want.
High-quality Print Jobs
The “Standard Quality (PLA)” print profile is fantastic for quick and simple jobs; however, this print profile does exchange speed for detail. So the first thing I want to recommend is trying out the “High Quality (PLA)” print profile. This will increase the print time, but I promise you the wait is worth it! We achieve this by decreasing the Layer Height, reducing the Speed of the Alta’s print head, but increasing the Shell Perimeter.
But why does this increase the print quality?
Layer Height: This setting adjusts the thickness of each layer. Decreasing this value increases the number of layers that your model will contain, and that allows for more detail to be achieved. It’s important to note that this setting does not affect the size of your model.
Speed: Reducing the speed of the print job gives the PLA filament more time to cool before the Alta’s print head comes back around again. Giving the PLA more time to cool before applying more PLA helps to prevent warping and other issues that could affect the surface detail of your 3D model.
Shell Perimeter: This one sounds quite confusing but is actually very simple! The Shell Perimeter is simply the distance between the outer edge of your model and the beginning of the infill and the greater the distance between the two helps to prevent holes from appearing in your model.
What to look out for
Now that we know how to get the best quality print, it’s time to share what to look out for and what settings can be tweaked in order to avoid mishaps. NOTE: If you have to tweak and save any of the settings, the software will create a custom print profile that you can use with your future prints.
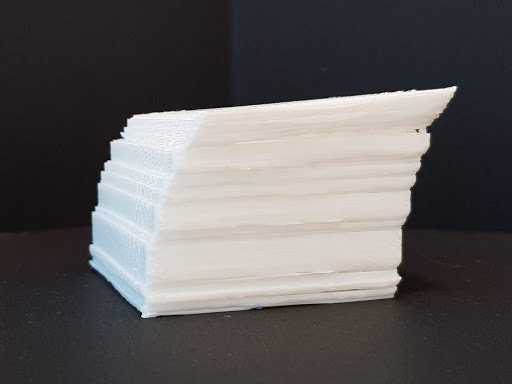
Warping

Turns out warping is quite a common issue in the world of 3D printing, but luckily it is an easy issue to avoid! Warping occurs due to PLA contracting as it cools down, which can cause the corners of your model to lift off the print bed. But as I mentioned earlier, this is super easy to workaround. Simply going through these upcoming points will put your warping days behind you.
- Keep the Alta door closed. The door is there for a reason; it keeps heat inside the printer and also eliminates the potential drafts.
- Put a skirt on! More specifically a Brim. A Brim is a single layer that surrounds and attaches to your model that will help hold down the edges and avoid warping. You can add a Brim to your design within the “Supports and Adhesion” tab of the Advanced Print Settings window. (I recommend using a Brim Distance of 0 and a width of anywhere between 5 & 10 loops.)
- Reduce the speed of the First Layer. This will give the PLA more time to cool down before the Alta’s print head goes over it again, and that helps the PLA to stick to the print bed more firmly. You can tweak this setting within the “Speed and Extrusion” tab of the Advanced Print Settings.
- Recalibrate your Alta. Even though all Alta machines are calibrated before we send them out, there is always a chance that the printer may become misaligned during its journey to your doorstep. If this is the case, it’s likely that Alta’s print head is printing too high from the print bed, and that causes the PLA not to stick on the print bed properly. Click here to find more info on how to calibrate your Atla.
Shell Quality


If once your print is complete and the shell (or outer wall) of your 3D print contains holes or is rough to touch, I recommend further lowering the Layer Height and reducing the Shell Perimeter Speed of the print. Both of these are already lowered within the “High Quality (PLA)” profile, but they can be lowered even further if needed.
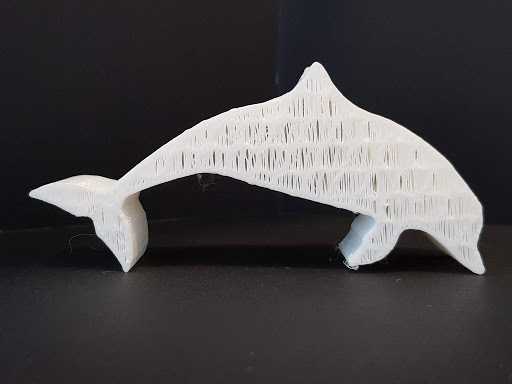
Stringing

This term comes from when PLA is extruded while the Alta’s print head is moving from one place to another where no printing should be happening. These strands of filament cool down and harden into thin pieces of string. To combat this, a decrease in Temperature and Travel speed should do the trick! To adjust the temperature of the Alta’s print head, go to the “Layers and Perimeters” tab of the Advanced Print Settings.
Layer Shifting
There are no registration marks in 3D printing, and that means 3D printers have no specific data to confirm the position of your model. In very rare cases, layers can shift positions in the middle of a print, resulting in a wonky print. If you are one of the few people who experience this issue, go to your “Speed and Extrusion” settings in the Advanced Print Settings and lower the Travel speed of your Alta’s print head. Moving the Alta machine while it’s in the middle of printing something can also cause the layer to shift, so make sure not to move your Alta when it is printing.
Gaps between Infill and Shell

YOu want the outer shells of the 3D prints to look pristine. When it comes to the infill, all we really want is the infill to be strong, sturdy, and printed quickly. It is worth noting though that in rare circumstances, this can cause gaps between the Infill and Shell. If this does happen, increasing the Infill Overlap setting allows the infill and the shell to connect as expected. You can find the Overlap settings within the “Infill” tab of the Advanced Print Settings.
Gaps in the Top Layer
If you encounter small gaps in your top layer, it is most likely due to the Alta not adding enough layers to the top of your model to fully cover the infill. I’m not going to lie; this issue can be frustrating because you don’t realize it’s happening until the final hurdle of your 3D print. But as with all the other problems, a quick update to your settings can get you up and running again, so stay strong! Simply go to the “Layers and Perimeters” tab of the Advanced Print Settings window and increase the number of Top Layer Shells.
Print Not Sticking to the Bed
To get a successful print, the most important part of your print is to make sure the first layer sticks to the print bed. If your model isn’t sticking to the bed, it’s likely to be caused by a misalignment of the Alta printer head. As above I recommend checking out this video on how to calibrate your Alta. If your first layer still isn’t sticking to the bed after a recalibration, you may want to lower the speed of the first layer. To do this, go to the “Speed and Extrusion” tab of the Advanced Print Settings window and lower the speed of First Layer.
Show us what you’ve made!
That’s all from me for today, but I hope you’ve found all of the above information useful as you dive into your own 3D projects! Make sure to share what you’ve made on our Facebook Group as well!
Emilie
July 13, 2018
First of all thank you very much for your post, it really helps us to advance in the world of 3D.
In France we are not yet very much in possession of Silhouette Alta. I printed cookie cutters. I would like to refine the edges. I do not find the trimmings to change to get there and I’m afraid of doing stupid …
Can you help me and make it enjoy everyone 😉
Linda Davis
July 13, 2018
Great tips, thank you!
Kelly Wayment
July 13, 2018
Wonderful article, Jordan! Thanks for all these great tips on the Alta print settings!
Sharon Howey
July 13, 2018
Cannot wait til my Alta arrives
Wendy Coene
July 14, 2018
Great! Now all we are waiting for is to be able to save projects into other formats
3D Printed Zen Garden
August 15, 2018
[…] If you are in need of some troubleshooting tips, you’ll find a great article here. […]
David McLean
August 26, 2018
Hi, just got my Alta yesterday, and it’s very nice. Few teething problems though.
First problem was a bit fiddly loading the filament but found ,if you straighten the filament it goes in easier.
Second problem was print not sticking to the bed,, I saw a tip about using a glue stick on the bed material and had no problems after that.
Third problem and still current is
When I do a 2d design in silhouette studio (basic) and then put it in Alta 3d I t prints for about ten minutes into the design then freezes on the print,, tried various designs in 2d and same results,
If I do a stock cube design,, no problems, I have made an object in freecad and done a thirty minute print and had no problems.
I believe that the design in silhouette studio is only able to go to a certain level and loses layer information,, is this the case ?
I read somewhere that I may have to step up to the designer version to sort this out,,
Been using silhouette studio for year’s With my cameo and vinyl cutting and this is why I bought the Alta,,
Looking forward to your reply
Davy, Scotland
Kelly Wayment
August 29, 2018
Hi Davy. I haven’t personally experienced freezing prints from 2D Silhouette Studio files. However, I don’t see how having Designer Edition would resolve that issue. Before you rush out and buy Designer Edition (although I absolutely love it for other things), please check with Silhouette Support to see if they can help you resolve the issue with your Alta.